EN
EN
 AR
AR
 FR
FR
 DE
DE
 PT
PT
 RU
RU
 ES
ES


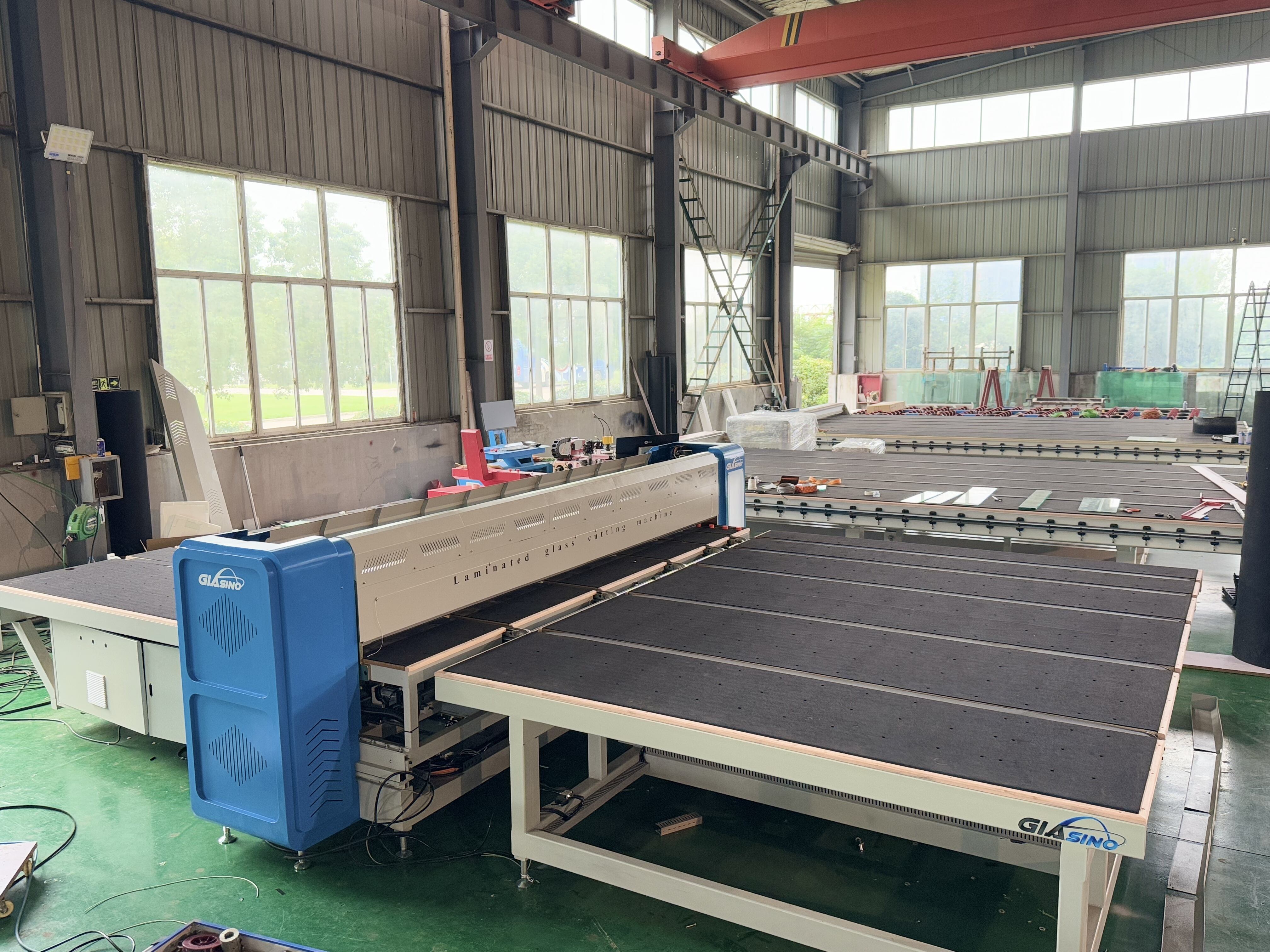
Geschnittene Verbundglasscheibe Die Schneidemaschine für PVB/EVA-Verbundglas
Schichtglas-Schneidemaschine
Die Schneidemaschine für PVB/EVA-Verbundglas
Verbundglasschneidemaschinen werden verwendet, um bereits verklebtes und geformtes Verbundglas zu kanten oder zu teilen. Zum Beispiel, wenn ein großes Stück fertigen Verbundglases in kleinere Stücke geteilt werden muss oder wenn die Kanten abgeschnitten werden müssen. Dies stellt sehr hohe Anforderungen an die Schneidausrüstung.
- Technische Herausforderungen: Die Zwischenschichtfolie (PVB/EVA) in Verbundglas zeichnet sich durch Zähigkeit, Elastizität und Klebrigkeit aus. Herkömmliche Glasschneidräder können die Zwischenschichtfolie nicht effektiv und sauber schneiden, was zu ungleichmäßigen Kanten, Ausfransen der Folie und Delamination führen kann.
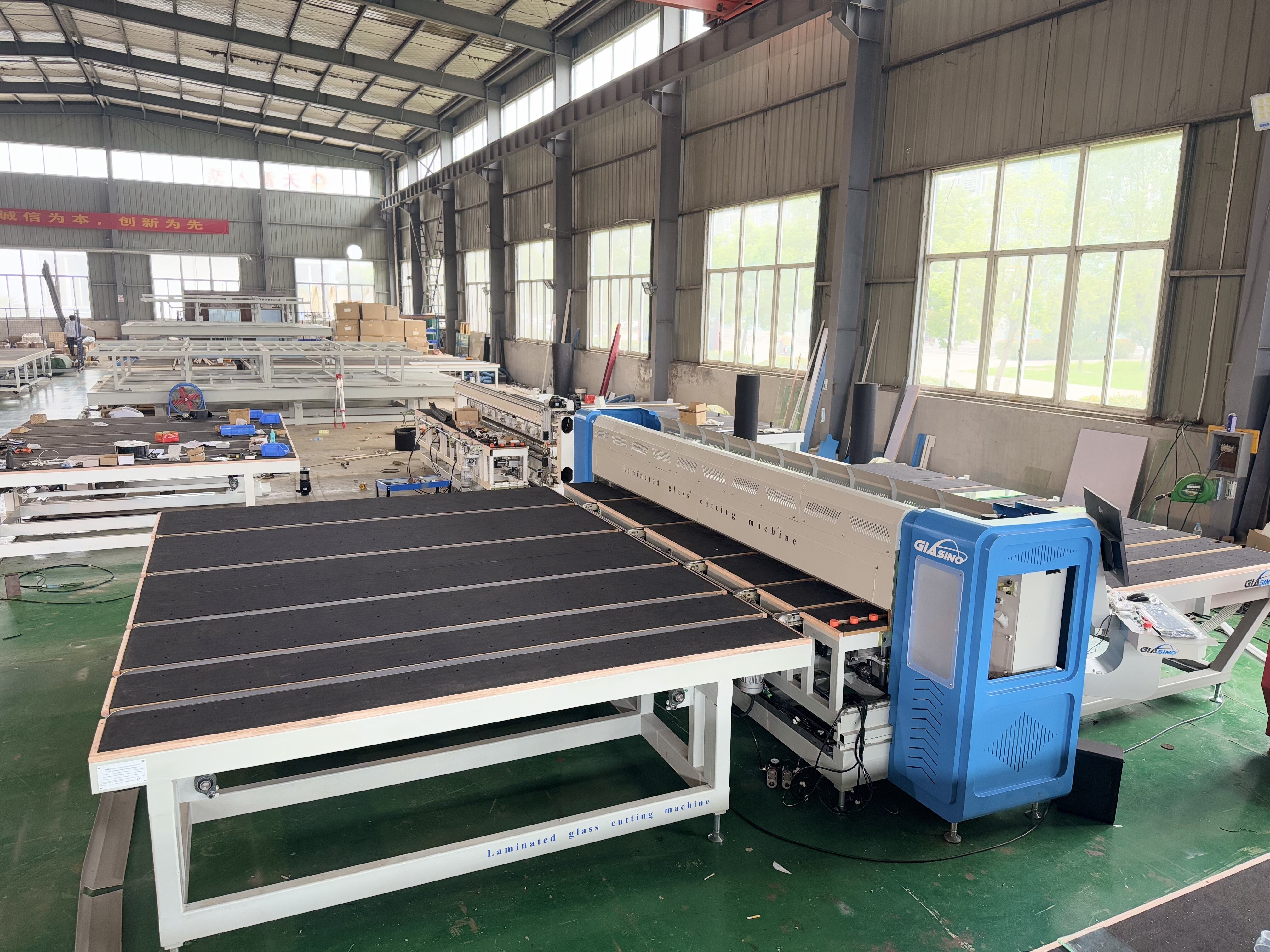
- Ausrüstungseinleitung:
- Funktionsprinzip: Die Anlage ist mit zwei oder mehreren Sätzen von Schneidköpfen ausgestattet, die ausgerichtet sind und synchron bewegt werden. Das obere Schneidrad schneidet die obere Glasschicht, während das untere Schneidrad die untere Schicht schneidet. Die Zwischenschichtfolie wird durch die Druck- und Scherwirkung der oberen und unteren Schneidräder getrennt.
- Kernmerkmale:
- Synchronantriebssystem: Stellt sicher, dass die Bewegungsbahnen der oberen und unteren Schneidräder exakt übereinstimmen, was ein entscheidender technischer Aspekt ist.
- Spezielle Schneidräder: Der Winkel und der Druck der Schneidräder müssen speziell für Verbundglas konstruiert und eingestellt werden.
- Hohe Stabilität: Eine robuste mechanische Konstruktion ist erforderlich, um die absolute Synchronisation und Stabilität der oberen und unteren Schneidköpfe während des Schneidvorgangs zu gewährleisten.
- Anwendungsszenarien: Hauptsächlich für das Schneiden entlang gerader Kanten oder das Teilen von fertig laminiertem Glas, zeichnet sich durch hohe Bearbeitungseffizienz und hervorragende Kantengüte aus.
- Wesentliche technische Aspekte der Schneidemaschine für Verbundglas
- Präzision ist die Lebensader: Die Schneidkonturen der beiden Glasscheiben müssen äußerst konsistent sein. Geringste Abweichungen führen nach der Verglasung zu Kantendefekten oder Spannungskonzentrationen.
- Kontrolle des Schneidruckes: Der Druck des Schneidrads auf das Glas muss präzise gesteuert werden. Bei zu geringem Druck bleibt die Schnittlinie undeutlich und das Glas lässt sich schwer trennen; bei zu hohem Druck können Kantenabsplitterungen oder verborgene Risse im Verbundglas entstehen.
- Werkzeugauswahl: Je nach Dicke und Art des Glases (Floatglas, ultraklares Glas, gehärtetes Glas usw.) sind spezielle Schneidräder mit unterschiedlichen Winkeln und Härten auszuwählen.
-
Layout-Optimierungssoftware: Das effiziente numerische Steuerungssystem mit integrierter Optimierungssoftware kann die Ausnutzungsrate der Originalglasplatten maximieren und direkt die Produktionskosten senken.